



مصنع تصنيع حصبة الخرسانة مسبقة الإجهاد الدوّار
طريقة إنتاج الحصبة بنظام الدوّار (الكاروسيل)
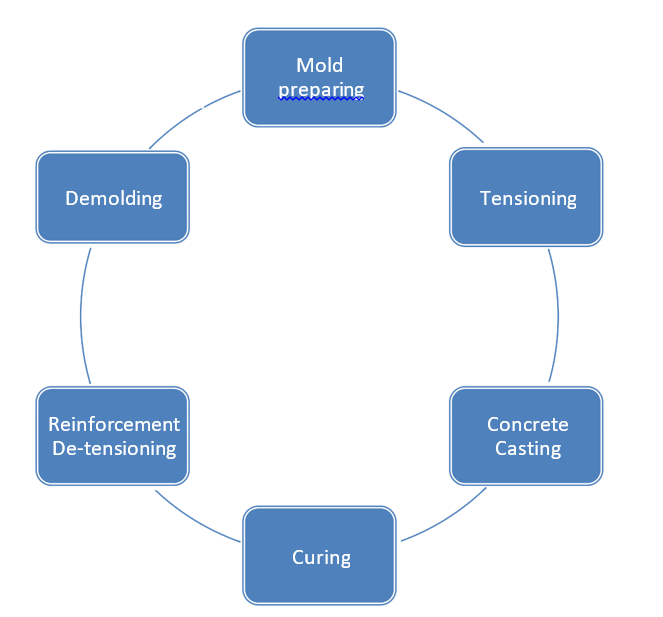
تتعلق الاختراع بطريقة لتصنيع حصبة خرسانية تشمل الخطوات التالية: إدخال قضبان الإجهاد المسبق في قالب الحصبة، وشدّ قضبان الإجهاد المسبق، وملء قالب الحصبة بالخرسانة، وتركها تتصلّب وإخراج الحصبة الخرسانية من القالب.
لتصنيع حصبة الخرسانة مسبقة الإجهاد، تُستخدم قوالب الحصبة التي تدور باستمرار. بعد تنظيف قوالب الحصبة، تُملأ بالخرسانة السائلة ثم تمرّ عبر محطة الاهتزاز. يمكن تقصير زمن تصلّب الخرسانة السائلة المصبوبة في قوالب الحصبة عن طريق تطبيق الحرارة، مثلاً في غرفة تسخين. إذا اكتسب الخرسانة صلابة كافية، تُرفع قوالب الحصبة وتُقلب بحيث يمكن إخراج الحصبات الخرسانية من القالب.
تحتوي حصبات الخرسانة التقليدية عادةً على أربعة قضبان إجهاد مسبق مدمجة، مرتّبة في صفّين متباعدين جانبياً. غير أن الحصبات ذات هذا النوع من التسليح لا تكون مناسبة إلا في ظروف معينة، إن كانت مناسبة أصلاً، للأحمال المحورية العالية.
تُصنَّع هذه الحصبات الخرسانية مسبقة الإجهاد التقليدية بطريقة الدوران. في هذه الطريقة، تُشدّ جميع قضبان الإجهاد الأربعة في آنٍ واحد وتلقائياً، لكن بشكل فردي، وتُفكّ بالطريقة ذاتها تماماً.
كذلك تُعرف حصبات تحتوي على ثمانية قضبان إجهاد مسبق، تُشدّ في آنٍ واحد وتلقائياً ثم تُفكّ مجدداً، وفي الطريقة التقليدية مع أكثر من أربعة أسلاك إجهاد مسبق، تُجمع هذه الأسلاك في حزم تتكوّن من قضيبَي إجهاد مسبق على الأقل لكل منها، ثم تُشدّ هذه الحزم معاً.
الهدف من الاختراع هو الإشارة إلى طريقة بسيطة واقتصادية لتصنيع حصبة خرسانية مناسبة للأحمال المحورية العالية.
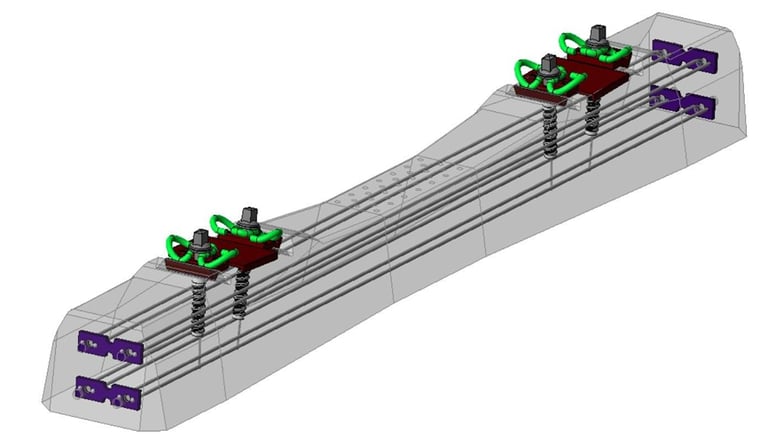
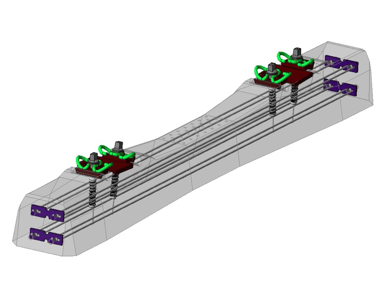
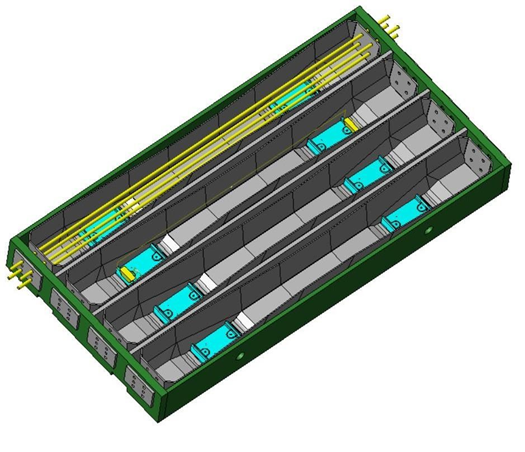
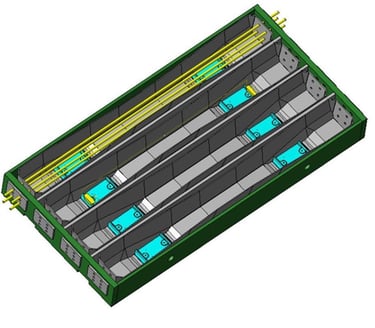
في الطريقة وفق الاختراع، يُفضَّل أن يحمل كلا طرفَي قضيب الإجهاد المسبق خيطاً لولبياً وأن يكون أحد الطرفين مثبّتاً في دولاب مسمار الربط وأن يُشدّ الطرف الآخر بدولاب الشدّ ويُثبَّت بصواميل الدولاب المستندة إلى قالب الحصبة. ولإجراء الشدّ، يُمارَس سحب على دواليب الشدّ ثم تُبرغى الصواميل على الخيط اللولبي، مع الإبقاء على الشدّ المسبق اللازم في قضيب الإجهاد.
يُفضَّل بشكل خاص استخدام قضبان إجهاد مسبق ذات سطح مضلّع أو مقطّع. بمثل هذا السطح، يُنشأ التصاق راسخ بين قضيب الإجهاد المسبق والخرسانة المحيطة به، ومن ثَمَّ انتقال جيد للقوى.
في نطاق الاختراع، يمكن توفير تصنيع عدة حصبات خرسانية متجاورة، يُفضَّل من اثنتين إلى أربع، في قالب حصبة واحد. وهكذا يمكن تصنيع عدد أكبر من الحصبات الخرسانية في آنٍ واحد. تُوصف المزيد من سمات الطريقة في المطالب الفرعية.


قالب الحصبة
تُستخدم أنواع حصبة كثيرة ومتنوعة حول العالم. تختلف أنواع حصبة الخرسانة في التصاميم حسب الاستخدام والمعايير الإقليمية (EN, GOST, AREMA). تُصمَّم قوالب الخرسانة مسبقة الإجهاد وفق تصميم الحصبة المقدّم من العميل.


آلات وأنظمة إنتاج الحصبة
· نظام ناقل نقل القوالب
يُستخدم نظام الناقل لنقل قوالب حصبة الخرسانة تلقائياً أو شبه تلقائي إلى المحطة التالية.
1. الناقلات الأسطوانية
تتكوّن وحدة الإدارة للناقل الأسطواني من تروس إدارة واحدة وترسَي توجيه. يُدار ترس الإدارة بمحرك كهربائي موجود داخل وحدة الإدارة. تُدار بكرات النقل بسلسلة تسير على جانب وحدة الإدارة.
البيانات الفنية:
القدرة الكهربائية الاسمية: 2,2 كيلوواط سرعة الإدارة (قابلة للضبط بلا تدرّج): 0 – 0,4 م/ث
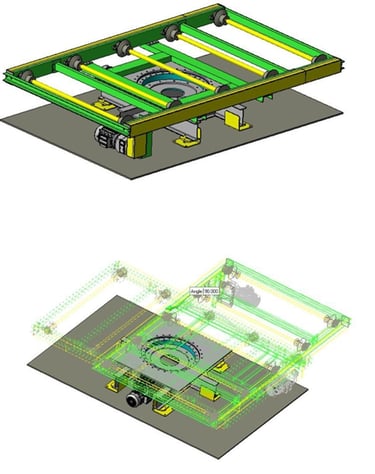
2. الناقلات الأسطوانية الدوّارة (90 درجة)
تعود هذه الناقلات الدوّارة إلى محطة العمل تلقائياً أو شبه تلقائي عندما تجد قوالب الحصبة الخرسانية موضعها على الناقل، وتعود إلى المحطة التالية بعد انتهاء العملية.
البيانات الفنية:
القدرة الكهربائية الاسمية: 2,2 كيلوواط سرعة الإدارة (قابلة للضبط بلا تدرّج): 0 – 0,4 م/ث
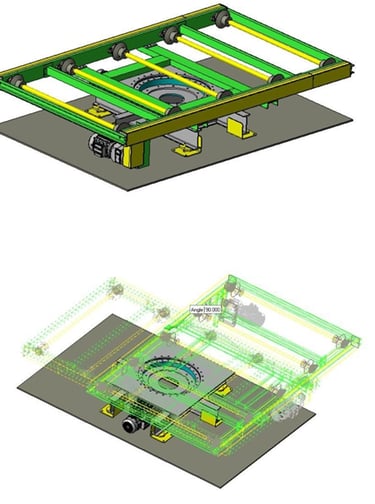
3. الناقل المتحرك والدوّار
تأخذ هذه الناقلات قوالب الحصبة المخرسنة تلقائياً وتوزّعها على الناقل المزدوج التابع لروبوت نقل القوالب الأوتوماتيكي.
البيانات الفنية:
القدرة الكهربائية الاسمية: 2,2 كيلوواط سرعة الإدارة (قابلة للضبط بلا تدرّج): 0 – 0,4 م/ث
4. الناقلات الهيدروليكية الرافعة والمتحركة
تُستخدم هذه الناقلات لنقل قوالب الحصبة الخارجة من غرف المعالجة خطوةً بخطوة إلى محطة الاسترخاء. يعمل النظام بمبدأ تحريك القوالب أو الترافيرسات ذهاباً وإياباً برفعها بواسطة مكابس هيدروليكية.
البيانات الفنية:
القدرة الكهربائية الاسمية: (حسب الموقع كيلوواط) سرعة الإدارة (قابلة للضبط بلا تدرّج): 0 – 0,4 م/ث
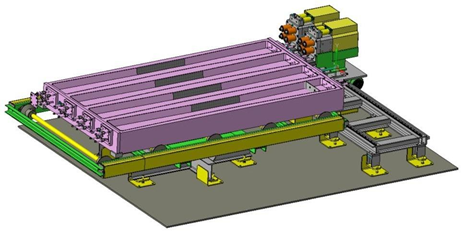
ناقل نقل القوالب الهيدروليكي
ناقل نقل العوارض الهيدروليكي
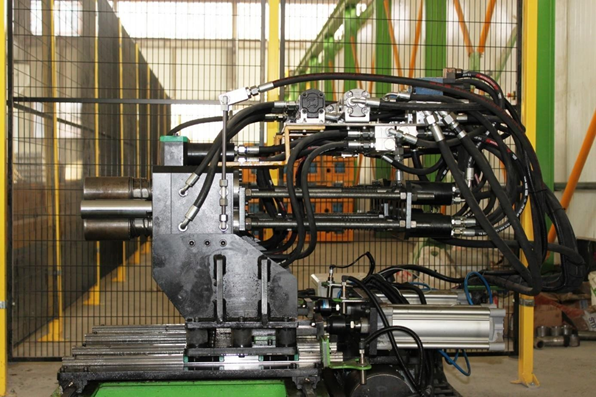
آلة الشدّ ومحطتها
تُشدّ أقفاص التسليح بواسطة آلة الشدّ عبر قضبان الربط بالقوة المطلوبة. تجهّز الآلة برأس شدّ واحد مع 4 أسطوانات شدّ ويُؤمَّن الشدّ في آنٍ واحد لكل قضيب ربط ولتجويف واحد في كل مرة. يمكن تغيير قوة الشدّ وفق اللوائح والمعايير. (EN، AREMA، GOST)
البيانات الفنية:
رافع مسمار رباعي،
460 كيلونيوتن
قوة الإجهاد القصوى 460 كيلونيوتن عند 370 بار
شوط الإجهاد 80 ملم
رأس مفتاح ربط بزنبرك، 30 ملم AF
دعامة M20-WAF30
وحدة المضخة الهيدروليكية الثابتة
وحدة أساسية لرافعات المسمار المزدوج/الثلاثي/الرباعي/السداسيمضخة ضغط عالٍ 8,4 ل/دقيقة
لمحرك 5,5 كيلوواط لرافعات المسمار الثلاثية والرباعية
معدات كهربائية مرحلية PLC
لمضخة 8,4 ل/دقيقة
محرك المضخة: 5,5 كيلوواط، 400 فولت، 50/60 هرتز، 1500 دورة/دقيقة
إدارة الدولاب: 0,6/2,0 كيلوواط
يتحكم فيه PLC، لرافعات المسمار الثلاثية/الرباعية
400 فولت/50 هرتز، لرافعات المسمار المزدوج والثلاثي والرباعي
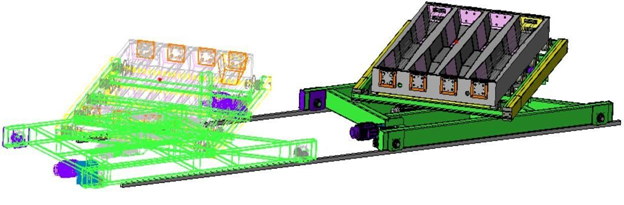
روبوت نقل القوالب – البيانات التقنية
مسافة التنقل الطولي: 50.500 ملم
مسافة التنقل العرضي: 4.000 ملم
ارتفاع الرفع: 4.000 ملم
طول القالب: (حسب المشروع) ملم
عرض القالب: 1.500 ملم
حصبة لكل قالب: 4 قطع
طاقة الرفع: 6.000 كيلوغرام
المعالج المقياسي تقريباً: 4.300 ملم
عجلات: 4 قطع
توجيه أفقي: 4 قطع
قطر العجلة: 400 ملم
دقة التموضع: ± 1,5 ملم
التباطؤ: 0,7 م/ث
ترافيرسة الرفع: 2 قطعة
سرعة التنقل الطولي: 0 – 1,0 م/ث
سرعة التنقل العرضي: 0 – 0,3 م/ث
سرعة الرفع عند التحميل: 0 – 0,5 م/ث
سرعة الرفع بدون حمل: 0 – 0,5 م/ث
قدرة الرفع: 30 كيلوواط
محرك الإدارة: 2 × 5,5 كيلوواط
وحدة القابض: 0,75 كيلوواط



