



Usine de fabrication de traverses en béton précontraint à carrousel
Méthode de production : Système carrousel (rotation)
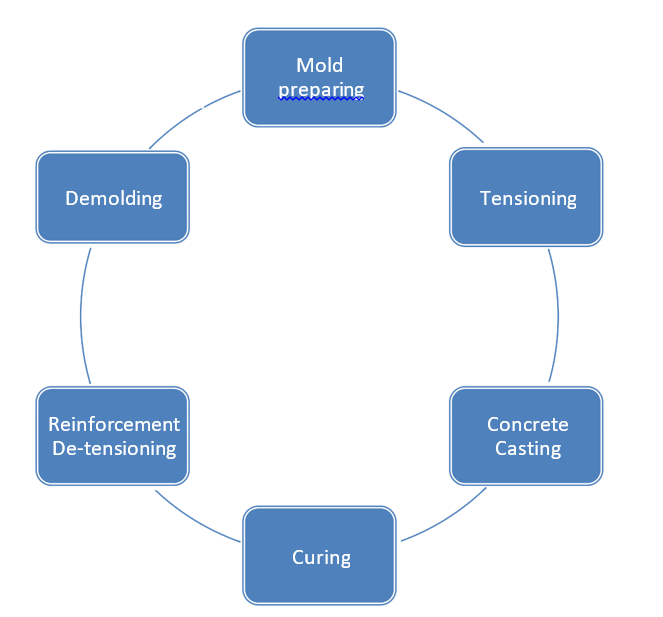
L'invention concerne un procédé de fabrication d'une traverse en béton comprenant les étapes suivantes : insertion de tiges de précontrainte dans un moule à traverse, mise en tension des tiges de précontrainte, remplissage du moule à traverse avec du béton, laissant le béton durcir et retrait de la traverse en béton du moule.
Pour la fabrication de traverses en béton précontraint, des moules à traverses sont utilisés qui sont continuellement en rotation. Après le nettoyage des moules à traverses, ils sont remplis de béton liquide, puis ils passent par une station de vibration. Le temps de durcissement du béton liquide versé dans les moules à traverses peut être raccourci en appliquant de la chaleur, par exemple dans une chambre de chaleur. Si le béton a une dureté suffisante, les moules à traverses sont soulevés et retournés afin que les traverses en béton puissent être retirées du moule.
Les traverses en béton conventionnelles ont généralement quatre tiges de précontrainte encastrées, qui sont disposées en deux rangées, espacées latéralement. Les traverses avec un renforcement de ce type ne conviennent cependant que sous certaines conditions, si tant est qu'elles conviennent, aux charges axiales élevées.
Ces traverses en béton précontraint conventionnelles sont fabriquées selon la méthode de rotation. Dans ce procédé, les quatre tiges de précontrainte sont toutes tendues simultanément et automatiquement, mais individuellement, et sont détendues de la même manière exactement.
On connaît également des traverses ayant huit tiges de précontrainte, qui sont tendues simultanément et automatiquement puis détendues à nouveau, et dans la méthode conventionnelle avec plus de quatre fils de précontrainte, ceux-ci sont alors regroupés en faisceaux composés d'au moins deux tiges de précontrainte chacun, puis ces faisceaux sont tendus ensemble.
L'objet de l'invention est d'indiquer un procédé simple et économique de fabrication d'une traverse en béton qui convient aux charges axiales élevées.
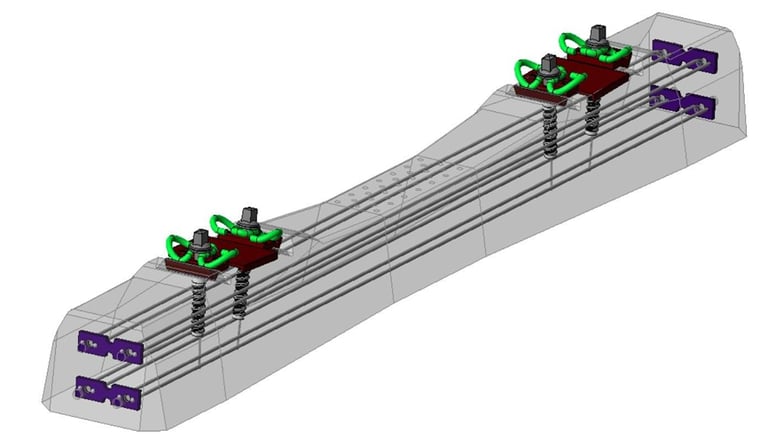
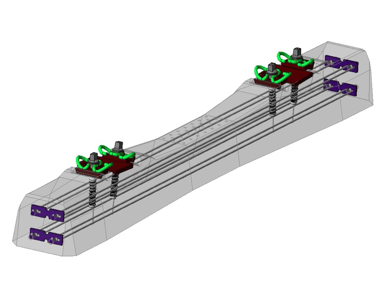
Dans le procédé selon l'invention, il est préféré que les deux extrémités d'une tige de précontrainte aient un filetage et qu'une extrémité soit ancrée dans une broche de boulon d'attache et que l'autre extrémité soit tendue avec une broche de tension et fixée avec des écrous de broche qui portent sur le moule à traverse. Afin de tendre, une traction est exercée sur les broches de tension, puis les écrous sont vissés sur le filetage, retenant la précontrainte nécessaire dans la tige de précontrainte.
Il est particulièrement préféré d'utiliser des tiges de précontrainte ayant une surface nervurée ou profilée. Avec une telle surface, une adhérence ferme est créée entre la tige de précontrainte et le béton environnant, et donc une bonne transmission de force.
Dans le cadre de l'invention, il peut être prévu que plusieurs traverses en béton adjacentes, de préférence deux à quatre, soient fabriquées dans un seul moule à traverse. Ainsi, un plus grand nombre de traverses en béton peut être fabriqué simultanément. D'autres caractéristiques du procédé sont décrites dans les sous-revendications.


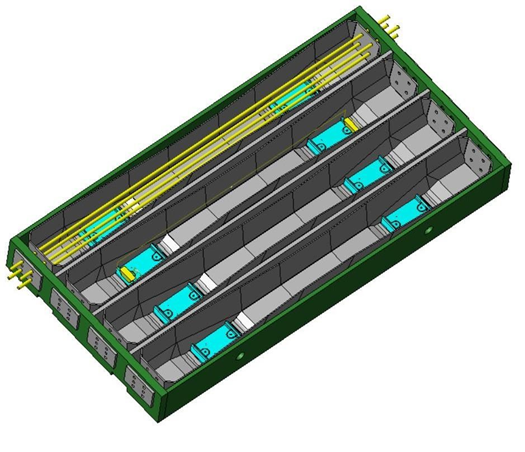
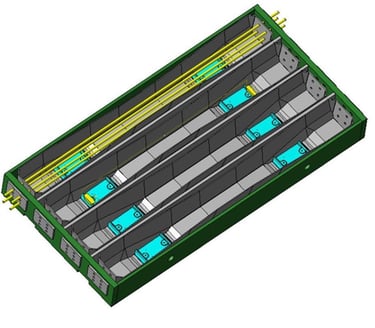
· Moule pour traverses
Il existe de nombreux types de traverses dans le monde. Les traverses en béton présentent des conceptions différentes selon leur usage prévu et les normes régionales des différents pays (EN, GOST, AREMA-B70, B07, B320).
Tout d'abord, les moules pour traverses en béton précontraint sont conçus à l'aide de logiciels de modélisation 3D, conformément aux spécifications du client.


Machines et systèmes de production de traverses
· Système de convoyeur de transfert de moules
Le système de convoyeur est utilisé pour transporter les moules de traverses en béton automatiquement ou semi-automatiquement vers la station suivante.
1. Transporteurs à rouleaux
L'unité d'entraînement du transporteur à rouleaux se compose d'un pignon d'entraînement et de deux pignons de renvoi. Le pignon d'entraînement est entraîné par un moteur électrique situé à l'intérieur de l'unité d'entraînement. Les rouleaux de transport sont entraînés par une chaîne courant sur le côté de l'unité d'entraînement.
Données techniques:
Puissance électrique nominale : 2,2 kW
Vitesse d'entraînement (réglage continu) : 0 – 0,4 m/s
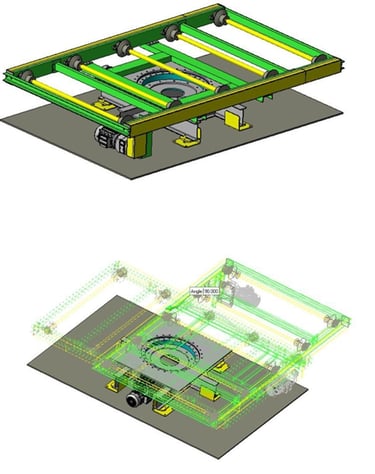
2. Transporteurs à rouleaux rotatifs (90 degrés)
Ces transporteurs rotatifs retournent automatiquement ou semi-automatiquement à la station de service lorsque les moules de traverses en béton trouvent leur position sur le transporteur, et retournent à la station suivante après la fin du processus.
Données techniques:
Puissance électrique nominale : 2,2 kW
Vitesse d'entraînement (réglage continu) : 0 – 0,4 m/s
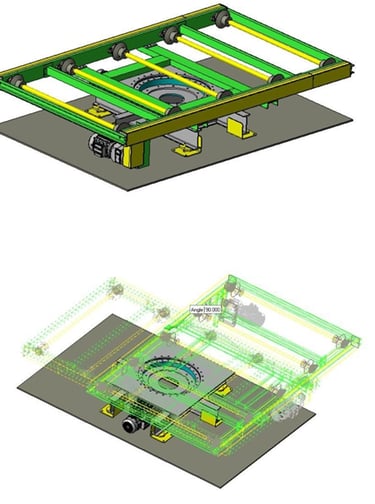
3. Transporteur mobile et rotatif
Ces transporteurs prennent automatiquement les moules à traverses bétonnés et les distribuent au double transporteur appartenant au robot de transfert de moules automatique.
Données techniques:
Puissance électrique nominale : 2,2 kW
Vitesse d'entraînement (réglage continu) : 0 – 0,4 m/s
4. Transporteurs hydrauliques de levage et mobiles
Ces transporteurs sont utilisés pour déplacer pas à pas les moules à traverses sortant des chambres de durcissement vers la station de relaxation. Le système fonctionne selon le principe de déplacement des moules ou traverses de va-et-vient en les soulevant avec des pistons hydrauliques.
Données techniques:
Puissance électrique nominale : (kW selon configuration)
Vitesse d'entraînement (réglage continu) : 0 – 0,4 m/s
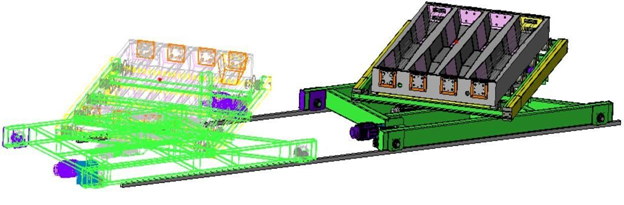
Convoyeur de transfert de moule hydraulique
Convoyeur de transfert hydraulique à traverses
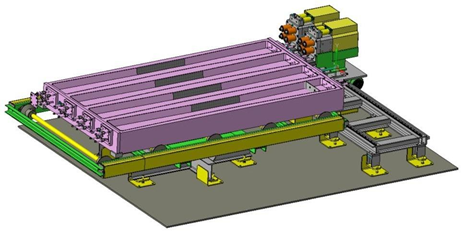
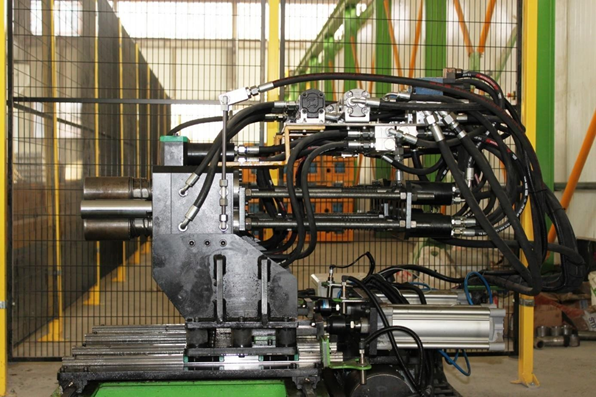
Machine de tension et station
Les cages d'armature sont tendues par la machine de tension à travers les tiges d'attache à la force requise. La machine est dotée de 1 tête de tension avec 4 cylindres de tension et la tension est assurée simultanément pour chaque tige d'attache et pour une cavité à la fois. La force de tension peut être modifiée selon les réglementations et normes. (EN, AREMA, GOST)
Données techniques:
VÉRIN À VIS QUADRUPLE
Force de précontrainte max. 460 kN à 370 bar
Course de mise en tension 80 mm
Tête de clé à ressort, 30 mm AF
Support M20-WAF30
UNITÉ DE POMPE HYDRAULIQUE STATIONNAIRE
Unité de base pour vérins à vis double/triple/quadruple/sextuple
POMPE HAUTE PRESSION 8,4 L/MIN
Pour moteur 5,5 kW pour vérins à vis triple et quadruple
ÉQUIPEMENT ÉLECTR. D'ÉTAGE PLC
Pour pompe 8,4 l/min
Moteur de pompe : 5,5 kW, 400 V, 50/60 Hz, 1500 tr/min
Entraînement de broche : 0,6/2,0 kW
Commandé par PLC, pour vérins à vis triple/quadruple
400 V/50 Hz, pour vérins à vis double, triple et quadruple
Données techniques:
Distance de déplacement longitudinal : 50 500 mm
Distance de déplacement transversal : 4 000 mm
Hauteur de levage : 4 000 mm
Longueur du moule : (spécifique au projet) mm
Largeur du moule : (spécifique au projet) mm
Traverses par moule : 4 pièces
Capacité de levage : 6 000 kg
Manipulateur de jauge approx. : 4 300 mm
Roues : 4 pièces
Guidage horizontal : 4 pièces
Diamètre des roues : 400 mm
Précision de positionnement : ± 1,5 mm
Décélération : 0,7 m/s
Traverse de levage : 2 pièces
Vitesse de déplacement longitudinal : 0 – 1,0 m/s
Vitesse de déplacement transversal : 0 – 0,3 m/s
Vitesse de levage en charge : 0 – 0,5 m/s
Vitesse de levage à vide : 0 – 0,5 m/s
Puissance de levage : 30 kW
Moteur d'entraînement : 2 × 5,5 kW
Unité de préhension : 0,75 kW




Solutions
Sourcing mondial et accès aux fournisseurs
Optimisation du processus d'approvisionnement
Correspondance technique et support de solutions
Approvisionnement rentable
Support à la communication et à la coordination
Analyse de marché et conseil
Gamme de produits
Contact
Demander un service
info@vdatradecooperation.com
+(90)543 797 58 57
© 2024. Tous droits réservés.